合(hé)肥蜜桃视频app鈑金科技有限公司來說一說:衝壓加工不良的常見原因及對策。
1.衝頭毛刺(cì)。
(1)原因:

①刀口磨損②間(jiān)隙過大修理刀口後效果不明顯③刀口(kǒu)崩潰④間隙不合理上下偏(piān)移或鬆動⑤上下偏移。
(2)對策:
①修理刀口②控製凹凸模具加工精度(dù)或(huò)修改設計間隙③修理刀口④調整(zhěng)衝裁間隙(xì)確認模板(bǎn)孔磨損或成(chéng)型品加工(gōng)精度等問題⑤更換導向部件或重新組裝模具。
2.跳屑壓傷。
(1)原(yuán)因(yīn):
(1)間隙(xì)過大;(2)進料不當;(3)衝壓油滴過快,油粘在一起;(4)模具未退磁;(5)凸模磨損,碎屑壓在凸(tū)模上;(7)凸模過短,插入凹(āo)模(mó)長度不(bú)足(zú);⑦材料硬,衝壓形狀簡單;⑧應急措施。
(2)對策:
(1)控製(zhì)凸模的加工精度或修改(gǎi)設計(jì)間隙;(2)送到合適(shì)的位置時,修剪材料帶,及時清洗模具;(3)控製衝壓油滴的油量,或更換油(yóu)品以降低粘度;(4)模具和修複後需要退(tuì)磁(更要注意衝鐵);(5)修複凸模刀口;(7)調整凸模切口的凹模長度;(2)更換材料,修改設計。凸模切口安裝在端麵或修複斜麵或弧(hú)形(注意方向)。減少(shǎo)凸模切口端麵與碎屑的接合(hé)麵積;⑧減(jiǎn)少凹模切口的(de)鋒利度,減少凹模切口的研修量,增加凹模切口表麵的粗糙度(dù)(覆蓋),用吸(xī)塵器(qì)吸收廢料。降低衝速,減緩跳屑。
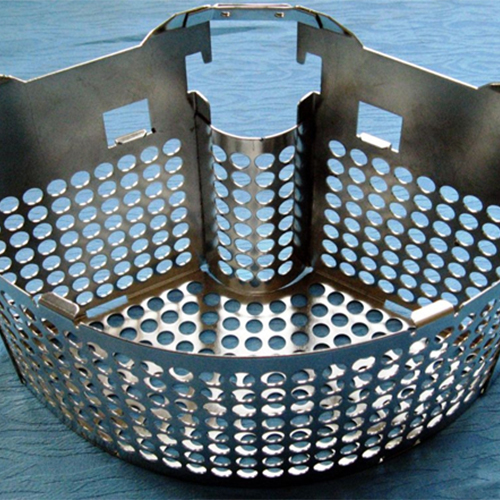
3.屑料堵塞。
(1)原因:
①泄漏(lòu)孔小②泄漏孔大,碎屑滾動③刀(dāo)口(kǒu)磨損,毛刺大④衝壓油滴(dī)過快,油粘在一起⑤凹模直(zhí)刃部(bù)表麵粗糙,粉末燒結附著(zhe)在刃部⑥材質柔軟⑦應急(jí)措施。
(2)對策:
(1)修改泄漏孔;(2)修改泄漏孔;(3)刃口;(4)控(kòng)製滴油量,更換油種;(5)表(biǎo)麵處理、拋光、加(jiā)工時注意降低表麵粗糙度;改變材料,(6)修改衝裁間隙;⑦凸模刃端麵修正斜度或弧形(注意方向(xiàng)),使用真(zhēn)空吸塵器,在墊板落料孔(kǒng)處吹氣。
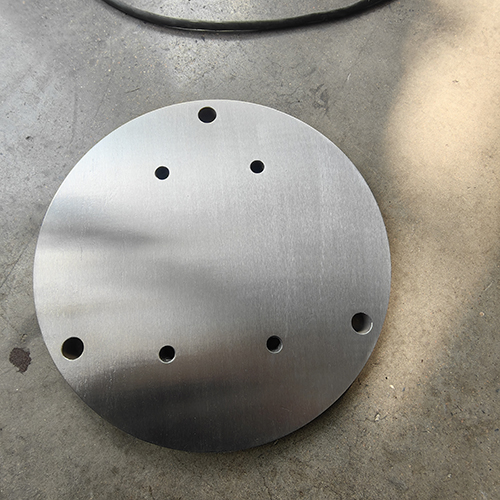
4.下料偏差尺(chǐ)寸變化。
(1)原因:
②凸(tū)凹模刀口磨損,產生毛邊(外形較大(dà),內孔(kǒng)較(jiào)小);②設計尺寸和間隙不當,加工精度較差;③下料位凸(tū)模和凹模鑲塊等偏差,間隙不均勻;④導正(zhèng)銷磨損,銷徑不足;⑤導向件磨損;⑥進料器進料距離、壓料、放鬆(sōng)調整不當;⑦模具閉模高度調整不當;⑧脫料鑲塊(kuài)壓(yā)料位磨損,無壓料(強壓)功能(材料牽引翻料導致衝(chōng)孔較小);⑧卸料鑲塊強壓過深,衝孔(kǒng)過大;⑧衝壓(yā)材料的機械性(xìng)能變化(強度延伸不穩定);衝(chōng)切時,衝切力對材(cái)料進行牽引,導致尺寸變化;
(2)對策:
②修理刀口;②修改設計,控(kòng)製加工精(jīng)度;③調整其位置精度,衝裁間隙;④更換導向銷;⑤更換導向柱和導向套(tào);⑥重新調整進料器;⑦重新調整閉模高度;⑧研磨或更換脫料鑲塊,增加強壓功能(néng),調整壓料;⑧降低強壓深度;⑧更換材料,控製進料質量;在凸(tū)模刃端麵修剪斜(xié)度或(huò)弧形(注意方向),以改善衝切時(shí)的受(shòu)力狀況。在許可的情況下,在卸料鑲塊上設置導向功能。




肥鈑金(jīn)加工")