接下來由
合(hé)肥蜜桃视频app鈑金的小編給大家介(jiè)紹一下
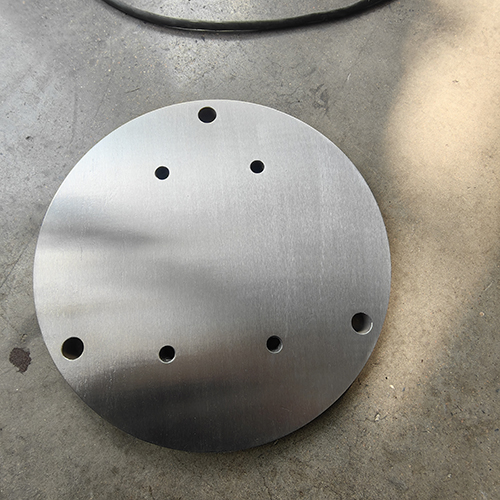
鈑金機箱(xiāng)加工(gōng)的工藝流程有哪些?其優點是勞動時間短、效率高、精度(dù)高、成本低(dī)、適用(yòng)性強。批量生產,但設計模具。用模具成形(xíng)的(de)加工工序一般有衝孔、切割、下料、衝(chōng)孔凸塊(凸塊)、衝孔、撕裂、衝孔、成形等(děng)加工方法。加工(gōng)需要相應的模具來完成(chéng)操作,如(rú)衝裁模、凸殼模、撕裂模、拔模、成形模等,操作主要注意位置和方向性。
鈑(bǎn)金機箱鎖匠:
沉頭孔,攻絲,鉸孔,鑽沉頭孔(kǒng)角度一般為120℃,用於拉鉚釘,90℃用於沉頭螺釘,攻絲(sī)英製底孔。
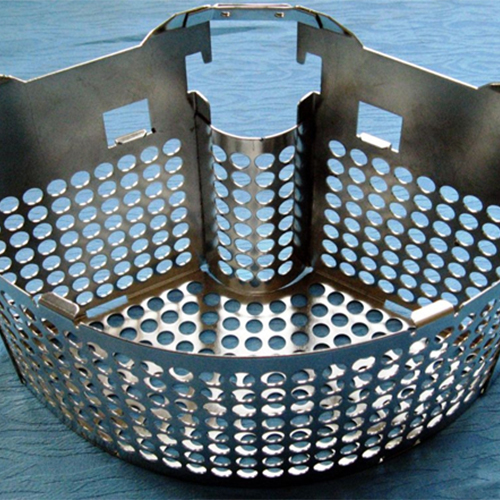
鈑(bǎn)金機箱翻邊:
又稱抽油孔和車削孔,是在較(jiào)小的底孔上畫一個稍大的孔,然後攻絲。主要采用較薄的金屬片加工,以增加強度和螺紋圈數,避免打(dǎ)滑。牙齒一般(bān)用於較薄的板厚,而正常的淺翻邊孔周圍的厚度基本沒(méi)有變化。當厚度允許減薄30-40%時,正常翻邊高度可提高40-60%,當板厚較(jiào)大時,如2.0條, 2.5條在上麵,可以直接點擊。
鈑金機箱壓鉚:
主要有壓鉚螺母、螺(luó)釘、螺釘等,這些都是由(yóu)液壓鉚接(jiē)機或衝床完成的,鉚接到五金件上,以及脹鉚的方法,注意(yì)方向。
鈑金機箱彎曲:
彎曲是將二維平麵零件折疊成(chéng)三維(wéi)零件。它的加工需要一個折疊床和相應的彎曲(qǔ)模(mó)具來完成。它也有一定的彎曲順序。一般情況下,先壓鉚後彎,但有些材料壓鉚後會幹擾,先彎後壓,有些則需要壓鉚後彎等工序。
鈑金機箱焊接:
焊接分為熔焊:氬(yà)弧焊、CO2焊、氣焊、手工焊;b壓焊:點焊(hàn)、對焊、衝擊焊;c釺焊:電鉻焊、銅線等方(fāng)法(fǎ)。




金加工")